戦略的工場経営ブログIOTに必要な情報を転写と変形から考える
IOTのキモはICTの方ではなく、IOTで生かすべき情報の方にある、という話です。 現場へIOTを導入するときのイメージがわきますか? 製品を情報の束と考えます。 そして生産活動全般を情報資源と「転写」「変形」のシステムととらえるのです。 転写や変形に着目してIOTに生かす情報を選択します。
1.情報通信技術(ICT)は魔法の杖ではない
工場スマート化の主役はもののインターネット(IOT)を実現です。 情報通信技術(ICT)を活用します。 リアルの世界のデジタル化。 データ(ビックデータ)のフィードバックやフィードフォワード。 IOTで具体的にやるべきことです。 (IOTで現場のリアルとバーチャルを描く) リアルの世界をバーチャルの世界と融合させるのに標準化は絶対に欠かせません。 ですから、現場で起きていることをしっかりと把握している必要があります。 また、自工程で得られたデータは後ろ向きばかりでなく、前向きにも生かせます。 自工程で得られるデータが何に貢献できるか、考え続けることも大切です。 情報通信技術(ICT)を使うためには事前の準備が必要なのです。 情報通信技術(ICT)は魔法の杖ではありません。 ICTを導入すれば現場の問題が解決する、と安易に考えてはなりません。 製造現場には、多様な技術が導入されます。 製造技術、生産技術、情報通信技術。 現場のポテンシャルを高めるためです。 ただし、ここで留意すべきことがあります。 導入しさえすれば成果が出るわけではないことです。 (IOTに乗り遅れないためにやっておくべき2つのコト) 既存の生産設備、生産システムを使い尽くし、使い倒し、しゃぶり尽くしていることが前提です。 ぎりぎりまで考えて、初めて見えてくる自社工場の強みと弱みを把握していることが必要なのです。 生産現場の現場を肌で感じていなければ、どんなに高度な技術を現場に導入しても効果はありません。 投資した経営資源はほとんど無駄になります。
これは、ICTに限らず、新たな技術を導入する時には注意したいことです。
昔、お世話になった外注先の営業担当者の話です。
その外注先で、受注システムを新たに導入することになりました。
受注の度に手書きで伝票に起こす手間を省く事。
支店との情報共有化を図る事。
これらを目的としていました。
その外注先には専門のシステム担当者はいませんでした。
そこで、外部に依頼してシステムを開発することになりました。
そうして、受注システムが出来上がったのですが・・・。
営業現場での使い勝手が悪いのか、残念ながら、なかなか定着しなかったようです。
開発したシステムを使用するよう社長からも指示があったようです。
現場でもなんとか使おうとしていましたが・・・・。
かなり昔の話です。
当時、中小企業がこうしたシステムを導入すること自体、とても進歩的です。
現場の手間を省き、効率化を図ろうと社長は考えた。
そして、社長は前向きに取り組んだのでしょう。
新たなシステムがすべてを解決してくれると期待した。
新たなシステムを導入すれば、即改善が図られると思い込んでいた。
一方、現状を反映した現場視点の工夫、変更、仕様等が盛り込まれなかった・・・。
その結果、社長の想いとは裏腹に「使うこと自体」が目的化してしまいました。
本末転倒状態になってしまったようです。
どんなに優れたシステムも、現場事情に合致していないとタダの箱になります。
その後、現場事情を反映させて、そのシステムは改良されました。
投資した経営資源はほとんど無駄になります。
これは、ICTに限らず、新たな技術を導入する時には注意したいことです。
昔、お世話になった外注先の営業担当者の話です。
その外注先で、受注システムを新たに導入することになりました。
受注の度に手書きで伝票に起こす手間を省く事。
支店との情報共有化を図る事。
これらを目的としていました。
その外注先には専門のシステム担当者はいませんでした。
そこで、外部に依頼してシステムを開発することになりました。
そうして、受注システムが出来上がったのですが・・・。
営業現場での使い勝手が悪いのか、残念ながら、なかなか定着しなかったようです。
開発したシステムを使用するよう社長からも指示があったようです。
現場でもなんとか使おうとしていましたが・・・・。
かなり昔の話です。
当時、中小企業がこうしたシステムを導入すること自体、とても進歩的です。
現場の手間を省き、効率化を図ろうと社長は考えた。
そして、社長は前向きに取り組んだのでしょう。
新たなシステムがすべてを解決してくれると期待した。
新たなシステムを導入すれば、即改善が図られると思い込んでいた。
一方、現状を反映した現場視点の工夫、変更、仕様等が盛り込まれなかった・・・。
その結果、社長の想いとは裏腹に「使うこと自体」が目的化してしまいました。
本末転倒状態になってしまったようです。
どんなに優れたシステムも、現場事情に合致していないとタダの箱になります。
その後、現場事情を反映させて、そのシステムは改良されました。
2.現場の状況を把握しIOTの活かし方を考える
製品を情報の束と考えます。 そうすると、生産活動を情報資源と「転写」、「変形」のシステムととらえられます。 (IOTのためにモノづくりを情報の流れで眺めてみる) ここでプレス加工と穴あけ加工の2つの工程で構成されている生産ラインを想定します。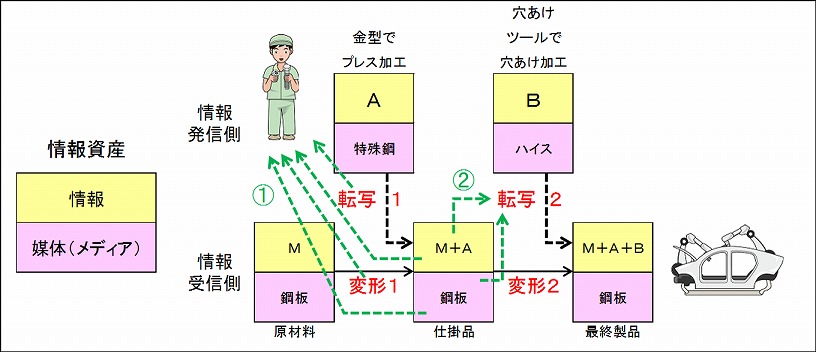 形状情報AとBの2つの情報が媒体(メディア)としての鋼板へ転写されます。
転写1:形状情報Aが金型を取り付けたプレス機によって原材料に転写される。
転写2:形状情報Bが穴あけツールを取り付けた加工機によって仕掛品に転写される。
この結果、鋼板に刻印される情報が2回にわたって変形しています。
変形1:原材料の鋼板に情報Aが加わる。
変形2:仕掛品の鋼板に情報Bが加わる。
このように現状の生産活動は、情報の視点から整理できるのです。
ここで、生産活動を通じて得られた情報の具体的な活用方法を考えます。
例えば、フィードバックは緑色点線矢印①の束です。
緑色点線矢印は情報の流れを示します。
原材料の鋼板がプレス加工されて仕掛品になる工程に関する情報です。
・プレス加工時のプレス機、金型の異常の有無
・鋼板に転写された情報Aの品質
・媒体(メディア)としての鋼板のコンディション
・塑性変形過程の異常の有無
4つの情報を獲得できる。
4つの情報にしきい値を設け、判断基準を設定すれば、良し悪しの判断が可能です。
したがって、矢印①の束の情報をもとに、作業者は金型やプレス機の状況を把握できます。
未然にトラブルを防止し、メンテの時期を判断可能です。
また、フィードフォワードは緑色点線矢印②の束です。
穴あけ工程の直前工程となるプレス工程を終えた仕掛品の品質に関する情報です。
・鋼板に転写された情報Aの品質
・媒体(メディア)としての鋼板のコンディション
こうした情報を穴あけ加工の転写2のプロセスへ反映させるのです。
品質の安定が期待できます。
ワークの状況に応じて都度調整できれば、ワークごとの最適加工ができるからです。
具体的には、加工基準部の形状変形を考慮して加工プログラムの原点を調整する等です。
また、標準化を考える時にも「転写」の考え方でもれなく検討できます。
プレス加工を例にとります。
この工程でのキモは情報Aです。
なぜなら、形状情報Aは顧客がコトを感じるために届けたい情報のひとつだからです。
形状情報Aが、正確に鋼板へ転写される条件を整理します。
・金型に刻印されている形状情報Aの品質に問題がないこと。
・金型の媒体(メディア)の品質に問題がないこと。
・転写1の品質を決めるプレス機と稼働プログラムに問題がないこと。
例えば、こうした切り口で整理ができます。
そして、それぞれを実現させるための手順やチェックポイント等を検討して・・・・・。
このように、「コト」の観点からも標準化を検討することができるのです。
形状情報AとBの2つの情報が媒体(メディア)としての鋼板へ転写されます。
転写1:形状情報Aが金型を取り付けたプレス機によって原材料に転写される。
転写2:形状情報Bが穴あけツールを取り付けた加工機によって仕掛品に転写される。
この結果、鋼板に刻印される情報が2回にわたって変形しています。
変形1:原材料の鋼板に情報Aが加わる。
変形2:仕掛品の鋼板に情報Bが加わる。
このように現状の生産活動は、情報の視点から整理できるのです。
ここで、生産活動を通じて得られた情報の具体的な活用方法を考えます。
例えば、フィードバックは緑色点線矢印①の束です。
緑色点線矢印は情報の流れを示します。
原材料の鋼板がプレス加工されて仕掛品になる工程に関する情報です。
・プレス加工時のプレス機、金型の異常の有無
・鋼板に転写された情報Aの品質
・媒体(メディア)としての鋼板のコンディション
・塑性変形過程の異常の有無
4つの情報を獲得できる。
4つの情報にしきい値を設け、判断基準を設定すれば、良し悪しの判断が可能です。
したがって、矢印①の束の情報をもとに、作業者は金型やプレス機の状況を把握できます。
未然にトラブルを防止し、メンテの時期を判断可能です。
また、フィードフォワードは緑色点線矢印②の束です。
穴あけ工程の直前工程となるプレス工程を終えた仕掛品の品質に関する情報です。
・鋼板に転写された情報Aの品質
・媒体(メディア)としての鋼板のコンディション
こうした情報を穴あけ加工の転写2のプロセスへ反映させるのです。
品質の安定が期待できます。
ワークの状況に応じて都度調整できれば、ワークごとの最適加工ができるからです。
具体的には、加工基準部の形状変形を考慮して加工プログラムの原点を調整する等です。
また、標準化を考える時にも「転写」の考え方でもれなく検討できます。
プレス加工を例にとります。
この工程でのキモは情報Aです。
なぜなら、形状情報Aは顧客がコトを感じるために届けたい情報のひとつだからです。
形状情報Aが、正確に鋼板へ転写される条件を整理します。
・金型に刻印されている形状情報Aの品質に問題がないこと。
・金型の媒体(メディア)の品質に問題がないこと。
・転写1の品質を決めるプレス機と稼働プログラムに問題がないこと。
例えば、こうした切り口で整理ができます。
そして、それぞれを実現させるための手順やチェックポイント等を検討して・・・・・。
このように、「コト」の観点からも標準化を検討することができるのです。
3.どのような情報を獲得しどのように生かすか
2015年からホンダが再び自動車レースの最高峰フォーミュラー・ワンに参戦しました。 英マクラーレンにエンジンとパワーユニットを供給しています。
パワーユニットの安定を支えるのがIOTです。
車両に取り付けた150個前後のセンサーで多様なデータを集めます。
データを日本IBMが開発した最新システムで解析するのです。
リアルタイムで燃料の残量や故障の可能性を割り出します。
データは3ヶ所で共有されます。
ホンダのF1開発拠点、英国のマクラーレンの研究拠点、サーキット。
最適な給油のタイミングなどのレース本番の戦略立案に役立てる。
パワーユニット改善に活かす。
蓄積されたデータを使いまくります。
(出典:日経新聞2016年2月24日)
ここで、注目したいのは「車両に取り付けた150個前後のセンサー・・・」です。
どうやってセンサーの仕様や取り付け位置を決めるのでしょう。
他の誰でもなくエンジニアが決めています。
ICTの技術は、タイムリーに正確に大量にデータ処理をすることに貢献しています。
が、データ計測の本質にかかわる計測システムの設計はエンジニアがやっています。
英マクラーレンにエンジンとパワーユニットを供給しています。
パワーユニットの安定を支えるのがIOTです。
車両に取り付けた150個前後のセンサーで多様なデータを集めます。
データを日本IBMが開発した最新システムで解析するのです。
リアルタイムで燃料の残量や故障の可能性を割り出します。
データは3ヶ所で共有されます。
ホンダのF1開発拠点、英国のマクラーレンの研究拠点、サーキット。
最適な給油のタイミングなどのレース本番の戦略立案に役立てる。
パワーユニット改善に活かす。
蓄積されたデータを使いまくります。
(出典:日経新聞2016年2月24日)
ここで、注目したいのは「車両に取り付けた150個前後のセンサー・・・」です。
どうやってセンサーの仕様や取り付け位置を決めるのでしょう。
他の誰でもなくエンジニアが決めています。
ICTの技術は、タイムリーに正確に大量にデータ処理をすることに貢献しています。
が、データ計測の本質にかかわる計測システムの設計はエンジニアがやっています。
 先に、プレス加工と穴あけ加工の2つの工程で構成されている生産ラインを想定しました。
そして、フィードバックやフィードフォワード、標準化に使える情報を整理しました。
情報をデジタル化すれば、IOTが目指している生産ラインの自律性が高まります。
人間を介さなくともマシン同士で情報のやり取りが可能となるからです。
ここで注目したいのは、IOTで必要な情報を検討し、選択し、決定しているのは人であること。
その設備を使用するする人、あるいはその設備担当の技術者です。
つまり、IOTに限らず、どのような技術でも、本質的な事項は人が決めます。
ですから、IOTを現場で活用するキモは、ICT技術の方ではありません。
IOTで生かすべき情報の方にあります。
その情報をいかにして選択するかというのがIOTの本質です。
どのような情報を獲得し、どのように生かすかです。
それは人が決めます。
まとめ。
転写や変形に着目して、IOTに生かす情報を選択する。
IOTのキモはICT技術の方ではなくIOTで生かすべき情報の方にある。
先に、プレス加工と穴あけ加工の2つの工程で構成されている生産ラインを想定しました。
そして、フィードバックやフィードフォワード、標準化に使える情報を整理しました。
情報をデジタル化すれば、IOTが目指している生産ラインの自律性が高まります。
人間を介さなくともマシン同士で情報のやり取りが可能となるからです。
ここで注目したいのは、IOTで必要な情報を検討し、選択し、決定しているのは人であること。
その設備を使用するする人、あるいはその設備担当の技術者です。
つまり、IOTに限らず、どのような技術でも、本質的な事項は人が決めます。
ですから、IOTを現場で活用するキモは、ICT技術の方ではありません。
IOTで生かすべき情報の方にあります。
その情報をいかにして選択するかというのがIOTの本質です。
どのような情報を獲得し、どのように生かすかです。
それは人が決めます。
まとめ。
転写や変形に着目して、IOTに生かす情報を選択する。
IOTのキモはICT技術の方ではなくIOTで生かすべき情報の方にある。