戦略的工場経営ブログ総合合格率、直行率を把握し3種類の不適合品を知る
3種類の不適合品の発生状況を把握できていますか?
1.現場のモノづくりの実力を示す代表的な指標
現場から製品が生み出されます。
ただし、生産された製品が、全て、最終製品になるわけではありません。
あるものは不良品になります。
また、あるものはキズがついて、手直しへ廻ります。
原材料からスタートして、製品へ至る割合を、総合合格率あるいは直行率と表現します。
生産ラインへ投入された原材料が、途中で脱落したり寄り道せず直接に製品へ至る割合です。
総合合格率、直行率を把握できていますか?
この数字は現場のモノづくり力を示す代表的な指標のひとつです。
総合合格率、あるいは直行率は継続的に監視すべき指標です。
継続的な監視で維持管理し、カイゼンで向上させる指標です。
2.合格品の他に生み出される3つの品物
生産性の定義が以下です。
生産性 = 生産量 ÷ 工数(人・時)= 生産量 ÷ 作業時間
これは3つの項目に分解できます。
(1)生産方式効率
(2)作業能率
(3)稼働率
ここで、生産方式効率に注目します。
生産方式効率 = 生産量 ÷ 正味時間
生産量は設備から生み出されたアウトプット。
ただし、これらが全て最終製品になるわけではありません。
合格品の他に3つの品物が生まれます。
1)立上げ品
2)不良品
3)手直し品
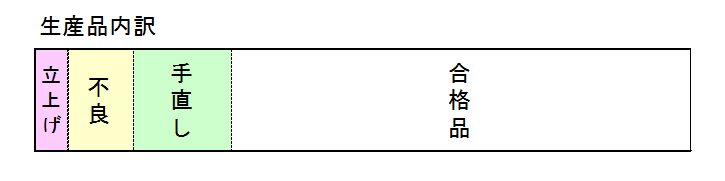
合格品を認識する他に、現場でこれら3種類の不適合品を把握できているでしょうか。
総合合格率、あるいは直行率を向上させるための情報が詰まっています。
1)立上げ品
試加工品、捨て打ち品、試打ち品等と表現されます。
業界によっていろいろな呼び方があります。
設備が稼働を開始してから、合格品が生み出されるまでの間に出てくる品物です。
製造プロセス上、この品物の発生は、如何ともしがたい場合もあります。
一般的にはこれらは廃却品として処理される場合が多いです。
ただし、高価な原材料を使用する場合は、この立上げ品のゼロを目指します。
一発目の生産品から、合格品となる技術的な工夫を入れます。
2)不良品
これは、廃棄処分される品物です。
損金に直結します。
後工程で発生した不良品ほど、損金が大きくなります。
不良品を減らすためのには、地道なカイゼンが不可欠です。
発生した不良品を3現主義で分析しては、対策を実施し、効果を検証します。
ひたすらPDCAを廻し続けることです。
3)手直し品
この品物は一旦オフラインで扱われます。
不具合箇所を手直しした後、合格品へ生まれ変わります。
・加工時に発生した製品表面の小さな傷
・塗装時に発生した塗装面のブツ、ごみ
これらは、手直しすれば合格品になります。
損金にはなりませんが、手直し工数分のコストが上乗せされます。
不良率のみに着目していると、手直しコスト増分が認識されない場合があることに要注意です。
また、手直し品は仕掛品となるため工場スペースも食ってしまいます。
手直しはコスト増と工場スペース減という2つの面で注目したいです。
3.総合合格率、あるいは直行率の定義
生産ラインから生み出される合格品の他に、合格でない3種類の品物が発生します。
したがって、総合合格率、あるいは直行率は、次のように定義されます。
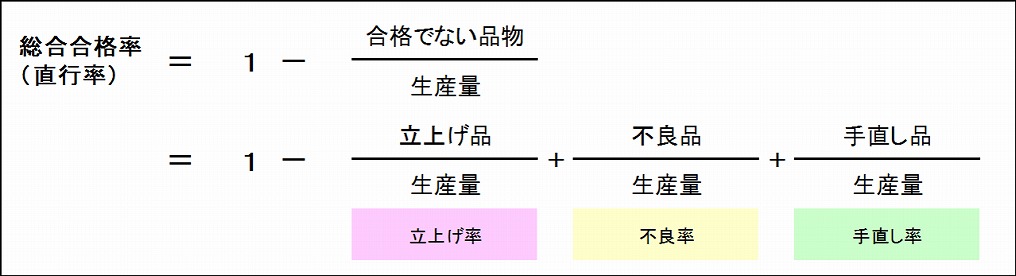
・立上げ率
・不良率
・手直し率
製品、製造プロセスによって、3つの指標の傾向は変わります。
ですから、注目すべき指標は工場独自です。
例えば、半導体業界などは、不良率が50%でも量産を開始します。
また、鋳造加工を製造プロセスとする生産ラインでは立上げ率が大きくなります。
塗装工程を含む生産ラインでは手直し率に着目したカイゼンが展開されます。
現場が保持している工数は、原則的に、就業時間×現場の人員数分です。
しかしながら、この工数のすべてが、正味の生産活動に使われているわけではありません。
実質的な生産活動である正味時間は、就業時間に比べるとかなり少なくなります。
不稼働要因や間接作業や段取り時間などのためです。
加えて、その正味時間で生産された製品も、すべて合格品ではありません。
立ち上げ品や不良品等が発生するためです。
投入された経営資源対比で、かなりのロスが発生していることに気が付きます。
鳥の目で現場を俯瞰します。
そして、投入された経営資源に対して、発生しているロスを定量的に把握するのです。
カイゼンやイノベーションのネタがここに含まれています。
総合合格率、あるいは直行率を把握し、合格でない3種類の品物の発生状況を目で管理します。
総合合格率や直行率を目で見る管理できる仕組みを作りませんか?