戦略的工場経営ブログ連合作業分析で、機械に人が合わせている事実を知る
人と機械の作業の組み合わせ、連合作業の分析で、付加価値作業の生産性を高めていますか?
1.改善対象が付加価値作業の時は連合作業分析
工程分析で生産の流れを把握できます。
分析対象は、付加価値額を生み出す作業です。
原材料へ価値を加える作業が分析の対象になります。
切削工程ならばNC旋盤稼働。
溶接工程ならば溶接作業。
塗装工程ならば塗装作業。
価値を高める具体的な作業です。
言い換えると、顧客へ届ける情報を転写する作業が対象となります。
価値を効率良く原材料に転写することが分析のねらいです。
この付加価値作業を、作業者一人で”素手”で行うことはほとんどありません。
なんらかの設備を使います。
ですから、作業者と機械の共同作業で、付加価値作業が行われるのです。
改善対象が付加価値作業の場合、作業者と機械の組合せで行われる作業を分析します。
連合作業分析です。
生産管理用語辞典(日本規格協会)では次のように説明しています。
「人と機械、二人以上の人が協同して作業を行う時、その共同作業の効率を高めるための分析手法」
2.自動運転の装置に人の動きを合わせる
プレス、切削、溶接、鋳造、研削・・・・。
加工技術で原材料に価値を加えるとき、作業者は、機械を自動運転させます。
すると、人と機械の「連合作業」が発生します。
人と機械の共同作業が、連合作業です。
この共同作業を分析するのが連合作業分析です。
人の動き、機械の動きを分析します。
連合作業分析では、人の動き、機械の動きを3種類に分類しています。
単独作業、連合作業、不稼働(手待ち)。
人の動きと機械の動きを照らし合わせます。
そして、改善の余地がないか探るのです。
不稼働が無い状態を狙います。
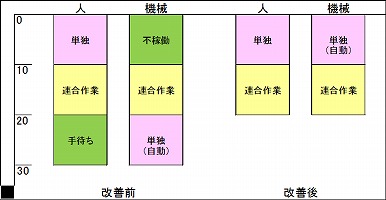
連合作業では、双方の単独作業(自動)どうしを当てます。
そうして、不稼働や手待ちを無くするのが改善の方針です。
機械と人の共同作業と言っても、人の作業速度を優先させることは、ほとんどありません。
現実は、機械の自動サイクル運転を最も効率良く動かすことが優先されます。
つまり、機械に、人が合せているのです。
3.協働ロボットではロボットが人に合わせてくれる?
中小製造業で付加価値を拡大させる方針のひとつは多品種少量対応。
マスカスタマイゼーションです。
多品種少量生産では、完全自動化は難しい。
小回りが利いて、変化へ臨機応変に対応できる柔軟性が求められるからです。
多様な部品を扱うことになります。
ロボットが人の作業を補助したり、ロボットが人と協働することが期待されます。

こうしたロボットは、人と同じ空間で働くという制約があります。
安全上の観点から、現場へは、小型ロボットの導入が予想されます。
実際、
安川電機では可搬質量500g~10kg、
ファナックでは可搬質量が10kg以下、
デンソーウェーブでは可搬質量500gの小型ロボットが開発されています。
販売を目前にしている製品もあります。
こうしたロボットは、人間と協働して作業することを前提として開発されています。
(出典:日経ものづくり2016年2月号)
今後は、中小製造業の現場にも、協働ロボットが導入されることでしょう。
マスカスタマーゼーションのためです。
こうしたケースも連合作業になります。
ただ、数年後は、AIの進化で、協働ロボットが、人間に動きを合わせてくれるかもしれません。
すると、人間の動きを基準に、ロボットが自ら、最適な作業の仕方を判断します。
ロボットが人に合わせてくれるのです。
人間は、無理なく作業をすることに、集中していればいいわけです。
ロボットのことは考えず、自分が最適と判断する手順で作業をします。
自動サイクル運転している加工設備の動きに、人が”合わせる”ことはもはや不要です。
こうしたことを実現してくれる協働ロボットが期待されます。
こうした時代をむかえるにあたり、今やるべきことは、現状を知ることです。
現状の付加価値作業を分析し、ムダをなくして、生産性を向上させます。
連合作業分析で付加価値作業の最適化を判断する仕組みをつくりませんか?